The alcohol concentrator is mainly used for the concentration and recovery of alcohol extracts. When alcohol is used as a solvent for decoction and reflux concentration, its concentration will significantly decrease, and it will contain a large amount of medicinal residues and other impurities. To reduce consumption and costs, the timely reuse of this alcohol requires not only the removal of medicinal residues and other impurities from the mother liquor but also increasing the alcohol content to a certain level. The alcohol concentrator can complete this technological process simultaneously. It is required that the alcohol concentration of the dilute mother liquor is approximately 45%. If the alcohol concentration of the dilute mother liquor is higher, the recovery amount will correspondingly increase.
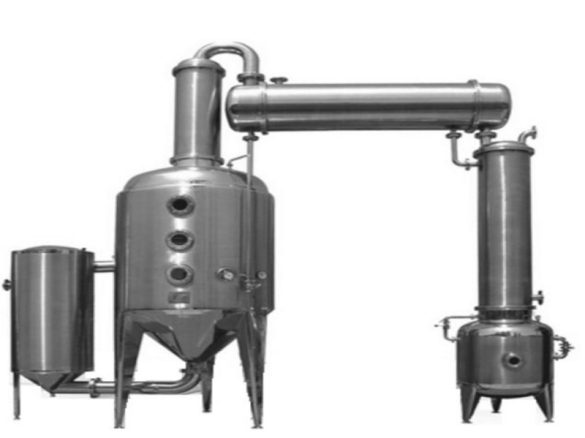
The alcohol concentrator is composed of a heating chamber, evaporation chamber, column kettle, condensers, and storage tanks, etc.
- Heating Chamber: It adopts a double-layer structure for heat insulation and heating. The interior is of a tubular type, connected to the evaporation chamber through nozzle elbows at the top and bottom. The cover of the heating chamber can be opened for cleaning the tube bundle. The steam inlet pipe is equipped with a steam pressure gauge and a safety valve to ensure production safety.
- Evaporation Chamber: Also designed with a double-layer structure for heat insulation. The front is equipped with a sight glass for observing the working condition of the material liquid, as well as a vacuum pressure gauge and a thermometer for conveniently monitoring the vacuum degree and material liquid temperature inside the chamber. The rear manhole is provided for cleaning purposes.